绘制制造过程中产生的各种概率分布有助于降低成本并确保非球面球面的质量始终如一。 ULRIKE FUCHS, ASPHERICON GMBH
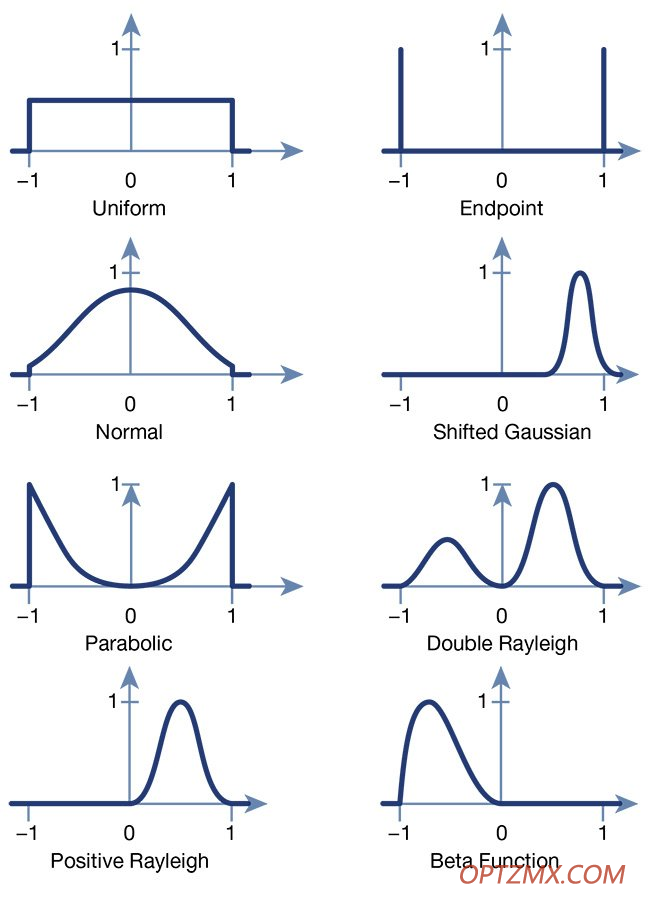
由 asphericon GmbH 提供。 在过去的二十年中,光学元件的生产发生了显着变化,主要是由于终端市场对光学系统的需求不断增长,包括消费品、光通信、激光材料加工、经典摄影和电影镜头,甚至太空部门。 对于其中许多应用,已经建立了特殊的制造工艺来生产在数量和精度方面特别适合其各自最终用途要求的透镜和反射镜。此类工艺可能包括注塑成型、金刚石车削、基于计算机数控 (CNC) 的研磨和抛光,以及现在的增材制造。对于所有这些应用,非球面透镜和反射镜现在与经典球面镜一起成为稳固的解决方案光学——甚至自由曲面光学表面也越来越多地使用。 20 年前,非球面——或表面轮廓不是球面部分的透镜——并未广泛用于光学系统,因为它们缺乏足够的质量和可用性。今天,情况有所不同。这些镜头不再是为少数光学系统定制设计的,而是为大批量应用而大批量生产。这种规模的转变直接影响了负责定义使用非球面系统的公差的光学设计师的工作。它要求设计师对非球面生产的过程有更深入的了解。 例如,用于生产非球面玻璃镜片的基于 CNC 的研磨和抛光技术要求设计人员考虑公差的统计分布,以便为成品光学系统实现可预测和一致的性能。 光学生产过程始终基于两部分顺序:加工系统的设置,然后是镜片的后续生产。对于非常小的批量,可靠地预测公差窗口内可测量变量的预期分布变得不可能。设置过程引入了太多变量。 经验表明,统计考虑仅在基于数百个单位的样本量时才有意义。然而,当获得有关基本生产统计数据的更具体知识时,可以应用下面介绍的方法,以便成功地预测公差窗口内的变量,适用于小至 40 到 50 个单位的样本,尽管更大的样本量总是更有利. 公差光学元件或系统的一种标准方法是执行蒙特卡罗分析,这是一种用于识别实现目标的风险水平的定量分析方法。这种分析是光学设计软件包中的常见功能,它们在公差区间内假设参数的权重和分布不同。特别是在涉及非球面时,由于亚孔径抛光工艺产生了新的分布函数,这与生产球面所使用的抛光工艺有着根本的不同。 由于在光学设计中使用非球面在光学功能、尺寸和重量减轻方面具有许多优势,因此光学设计人员需要可靠的方法来实现这些表面所需的公差。幸运的是,近年来,非球面镜片的高精度量产已经使大批量生产达到数千片。 asphericon 采用的制造过程涉及测量每个非球面的各种参数。这种方法利用一个巨大的数据库,其中包含大量信息,用于研究指定公差值和测量数据集之间的相关性。分析这些测量数据集产生的概率分布,以开发稳健的光学公差过程。 探索这项工作的结果将是有用的。下面将讨论标准公差(例如中心厚度和曲率半径)以及表面形状变化,例如均方根 (RMS) 斜率公差。基于共享的统计数据,可以分析批次间的变化。 概率分布 为了从公差模拟中获得可靠的输出,光学设计工程师应首先确定公差表面形状偏差的参数,然后分析批量大小如何影响结果以建立可靠的概率函数。 图 1 显示了可用于光学设计软件的常见概率分布。均匀分布和正态分布以及端点描述被广泛使用。抛物线分布、双瑞利分布和 beta 函数分布都比较奇特,但在公差过程中可能很有用。
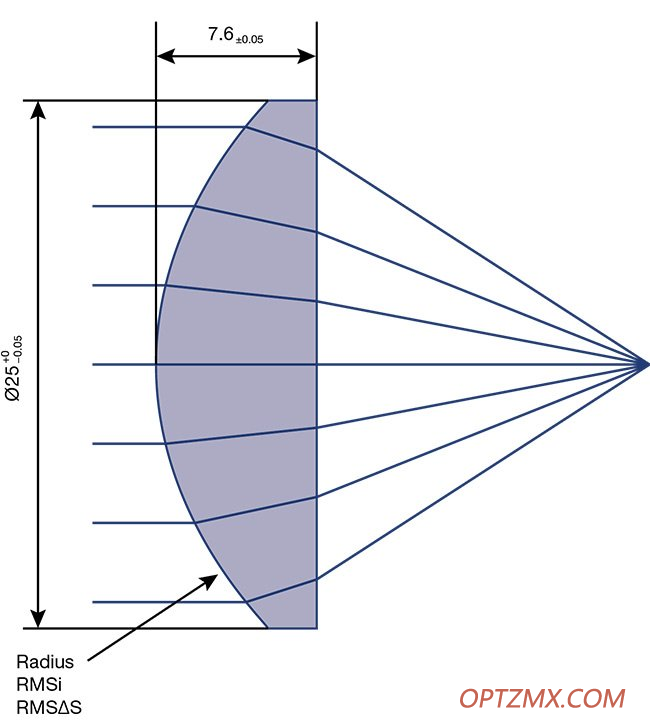
图 1.光学设计公差过程的概率分布。所有分布都经过归一化以考虑相同数量的镜头。由 asphericon GmbH 提供。 在选择最适合特定应用的分布时涉及几个考虑因素:批量大小、要采用的制造工艺以及要应用的特定研磨和抛光技术。 显示不同参数变化的分布适用于此处讨论的所有子孔径抛光镜片。将多个镜片组合在一起或加工单个镜片时抛光技术的差异显示出明显的统计分布。因此,在对光学系统进行公差测量时,光学设计人员必须事先掌握一些此类知识。 为了说明我们如何使用这些统计信息来选择最适合光学系统的概率分布,我们分析了使用 CNC 机器进行非球面研磨和抛光的大量非球面透镜。更具体地说,我们分析了来自非球面镜片的非球面镜片——AHL25-20,焦距为 20 毫米。作为该分析的一部分,我们检查了表面形状偏差 (RSMi) 的不规则性的 RMS、曲率半径、中心厚度和斜率 RMS。 我们分析的统计基础是 19 个不同批次生产的 4,922 个镜头的样本量。每批包括 400 到 600 个镜头。镜头示意图如图 2 所示。该镜头的规格已有 15 多年的历史,因此最初只定义了曲率半径、中心厚度和 RMSi 表面形状偏差的公差。然而,现在还可以分析斜率偏差,从而为各种抛光技术的结果提供有价值的见解。
图 2. AHL25-20 镜头的示意图。由 asphericon GmbH 提供。 第一个感兴趣的参数是 AHL25-20 非球面的曲率半径。它的容差为 ΔR ±0.5%,对应于 ΔR ±77 μm。 图 3 描绘了所有镜头的半径统计分布,其中间隔大小为 ±1 μm。请注意,超过一半的镜片处于测量精度范围内的标称值。同样明显的是,只需要不到三分之一的容差窗口。这种效应是由亚孔径抛光的确定性造成的。曲率半径的变化是由研磨和抛光过程中去除的材料量的变化引起的,当然还有工具的磨损。在光学设计公差过程中,这种行为可以用非常细的正态分布或瑞利分布来建模。
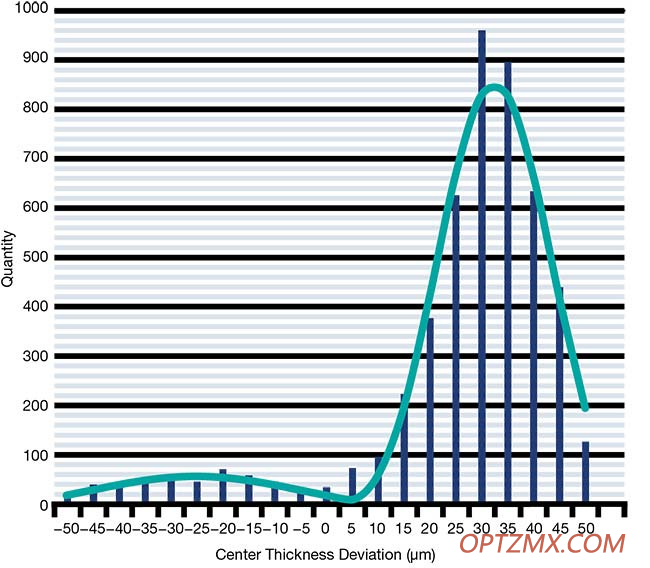
图 3. 4,922 个 AHL25-20 镜片的曲率半径统计分布,以及拟合的 beta 函数,加上一个中心峰值。由 asphericon GmbH 提供。 另一个感兴趣的参数是中心厚度,其公差为 ΔD ±50 μm。 图 4 显示了所有 4,922 个镜片的完整统计分布,由于这些镜片的制造方式,这对于中心厚度分布非常具有特征。
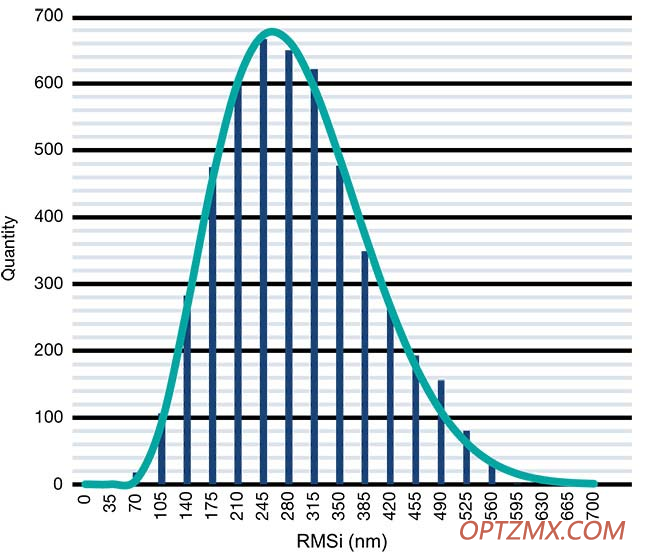
图 4. 4,922 个 AHL25-20 镜片的中心厚度统计分布,以及拟合的双瑞利分布(上)。图 5. 4,922 个 AHL25-20 镜头的 RMSi 表面形状偏差的统计分布,以及拟合的 beta 函数(底部)。由 asphericon GmbH 提供 如果公差窗口足够大,可以进行第二次研磨,则主峰通常出现在公差窗口的上三分之一处。有第二个小得多的峰对应于第二次研磨。两个峰值之间的比率也表明制造过程的顺利程度,尽管第二次研磨的峰值表明某些事情与计划的不同。两条曲线的宽度对应于由研磨和抛光以及工具磨损引起的不同去除率。 RMSi 表面形状偏差 AHL25-20 非球面透镜具有 RMSi <500 nm 的给定表面形状偏差。图 5 显示了所有 4,922 个镜片在抛光后的统计分布,以及公差限制。
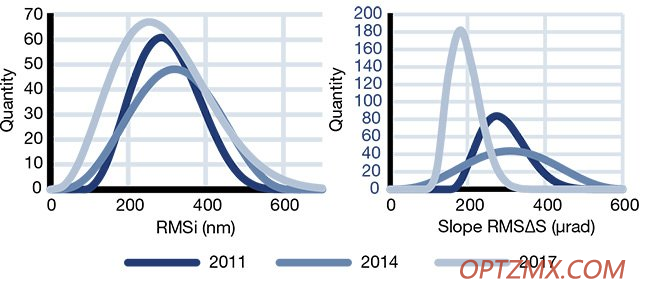
图 6三批 AHL25-20 非球面镜片的 RMSi 表面形状偏差(左)和 RMS 斜率(右)的统计分布,包括 2011 年(392 片)、2014 年(400 片)生产和抛光的镜片, 和 2017 (562 镜头), 并配备了 beta 功能。三个批次的表面形状偏差 RMSi 的统计分布看起来非常相似。但是,由于在镜片制造过程中使用了不同的抛光工艺,每个的 RMS 斜率偏差似乎是独一无二的。由 asphericon GmbH 提供。 显示的分布最好描述为 beta 函数。在对表面形状偏差设置公差时必须牢记的是,在抛光过程中,这是一个截止标准。换言之,当达到期望值时,停止抛光过程。但是,如果在第一轮抛光中未完全达到该值,则执行第二轮抛光。 第二次抛光的镜片达到低得多的 RMSi 值。在光学设计软件中,这种公差通常是一个端点概率分布——这是一个最坏情况的近似值,可能会导致更大批量的成本更高。 RMS斜率偏差 指定 RMS 斜率偏差为设计人员提供了说明光学表面形状偏差的不规则性应如何出现的机会。对于非球面尤其如此,这是一个基本的公差。 AHL25-20的镜头图纸上没有说明这部分形状偏差。然而,当后来分析时,这个非球面的 RMS 斜率偏差的分布——最好被描述为一个 beta 函数——令人大开眼界。 为了更深入地了解,图 6 描绘了三批镜片——它们是在三个不同年份(2011 年、2014 年和 2017 年)使用不同的抛光方法生产的——用于演示目的。三个批次的表面形状偏差 RMSi 的统计分布看起来非常相似。但每个的 RMS 斜率偏差似乎是独一无二的。这是由于在镜片制造过程中使用了不同的抛光工艺,它提供了一个引人注目的例子,说明为什么使用 RMS 斜率偏差来量化表面形状偏差如此重要1,2。 图 6 进一步表明,2017 年使用的抛光技术导致 RMS 斜率偏差的变化最小,因此在所有三个批次中提供了最大的可重复性。此类统计数据还可以提供对影响制造的其他因素的洞察力。例如,在 2014 年接受过抛光非球面镜 StockOptics 培训的员工发现,所有镜片都符合他们图纸上的规格,但 RMS 斜率偏差在这批中表现出更大的分散性。 四舍五入 如上所示,不同的镜片参数在制造过程中产生不同的概率分布。对于较大的批量,可以使用统计方法来预测概率函数,但必须根据制造过程仔细选择这些函数。 在这方面,非球面的基于 CNC 的子孔径加工会产生经典球面制造中没有的分布。 给出了由 RMSi 和 RMS 斜率定义的曲率半径、中心厚度和表面形状偏差的示例。应该清楚的是,考虑各种统计分布可以深入了解制造过程的稳定性。特别是,应用 RMSi 和 RMS 斜率偏差来定义表面形状偏差表明,第二个分布对于稳定的质量输出更加可靠。这也是使用拟合分布函数的最大潜力所在。当可以对制造过程可能对光学系统的预期性能产生的影响做出可靠的预测时,就不再需要过度指定光学元件来补偿不确定的结果——并且生产成本会下降。 由于上述分析可以准确识别哪些参数最密切相关并具有最大的改进杠杆作用,因此这些分析也构成了后续产品迭代中针对性系统改进的基础。制造商可以在光学模拟中预先考虑所有这些。 认识作者 Ulrike Fuchs 博士是 asphericon GmbH 的战略与创新副总裁。她撰写了 70 多篇出版物,并注册了 6 个专利家族。She was elected as an Optica (formerly OSA) Fellow in 2020; 电子邮件:u.fuchs@asphericon.com。 参考文献 U. Fuchs (2015). Tolerancing aspheric surfaces in optical design. Proc SPIE, Vol. 9582, Optical System Alignment, Tolerancing, and Verification IX, p. 958205. S. Wickenhagen et al. (2017). Tolerancing aspheres based on manufacturing statistics. Optical Design and Fabrication 2017 (Freeform, IODC, OFT), OSA Technical Digest (online), paper ITu1A.2. |
联系我们|本论坛只支持PC端注册|手机版|小黑屋|吾爱光设 ( 粤ICP备15067533号 )
GMT+8, 2025-7-12 10:16 , Processed in 0.046875 second(s), 17 queries .
Powered by Discuz! X3.5
© 2001-2024 Discuz! Team.