熔融石英基本配方的简单性掩盖了其生产方法、性能质量和等级的范围。
伯恩哈德·弗朗茨,贺利氏·科纳米克
熔融石英的许多用户疑惑为什么有这么多不同等级的玻璃。您可以从简单的化学式SiO2中期望多少变化?这种广泛的多样性对现实世界的光学有任何影响吗?尽管熔融石英的配方看似简单,但它可以根据生产工艺和所使用的原材料表现出各种特性,这使其成为一种用途广泛的光学材料。
一般来说,熔融石英具有非常宽的光学透射窗口,范围从紫外到近红外(NIR)。即使在恶劣的环境中,它也具有化学稳定性,并且可以承受比许多光学镀膜更高的温度。此外,熔融材料折射率的局部变化,特别是在较大的光学器件中,可能小于铝硅酸盐玻璃。但是,除了用于近红外光学器件的干熔融选项和用于紫外应用的湿式熔融选项之外,还有更多可以区分熔融石英的可能品种吗?
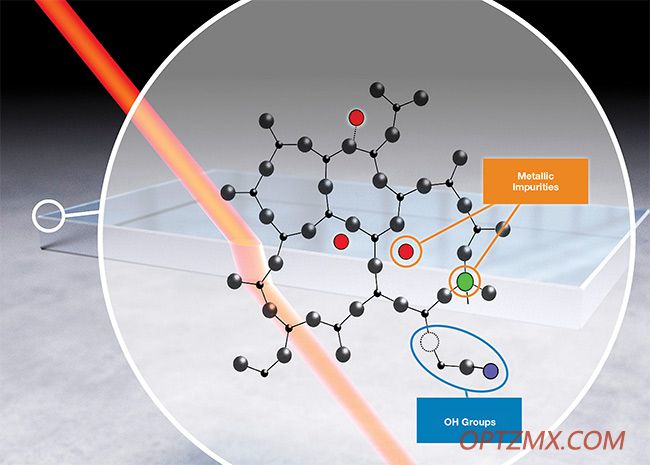
我们知道影响关键的主要因素参数是生产过程和原材料。最明显的熔融石英原材料的纯度与熔融石英的光谱吸收之间存在相关性,尤其是在紫外线范围内。金属离子或羟基(OH)形式的杂质会引起更大的吸收并影响玻璃的粘度。更大的吸收会导致传输损失、更高的信号噪声和光学元件的发热,这反过来又会导致热透镜效应。
杂质
熔融石英中金属杂质有两种来源。第一个是原材料,第二个是用于制造玻璃的实际熔融过程。如果玻璃二氧化硅是由天然原料生产的,则金属杂质含量通常充其量在百万分之一的范围内。对于由化学前体制成的熔融石英,杂质水平在十亿分之一的范围内提高了1000倍。
金属离子有时被故意用作掺杂剂来着色SiO2并灌输吸收特性。这种掺杂剂通常旨在影响紫外线中的透射。然而,除滤光玻璃外,熔融石英中应避免金属杂质。金属离子可以通过两种方式掺入包含Si-O键的玻璃网络中。它们要么替代硅离子,要么未能直接结合到SiO2网络中,而是被基质包围,类似于晶体中的间隙离子(图1)。虽然气态原子具有独特的吸收线,但玻璃中的金属杂质表现出由基质中离子的原子或电子附近定义的线展宽。
生产工艺
如今的熔融石英生产商几十年来一直在优化其熔融工艺,以生产出最纯净的玻璃质二氧化硅。用于生产玻璃二氧化硅的两种最常见的工艺是直接石英和两步气相沉积。在直接石英工艺中,化学 前体被燃烧以产生纳米级SiO2颗粒,这些颗粒连续熔化以形成块状熔融石英。 在气相沉积工艺(气相轴向沉积)中,这些纳米级 颗粒称为烟灰。收集烟灰以形成宏观的粉笔状烟灰体,可以干燥以去除OH基团,并在第二步中在高温下玻璃化以形成固体玻璃体。
两种熔融过程都决定了散装材料中金属杂质的含量及其OH含量。OH含量越高,材料在NIR波段的吸收就越高,特别是在1385和2210 nm左右,以及在2720 nm左右的更宽波段。
通常,高OH含量通常还伴随着溶解的分子氢(H2)。这种氢钝化了在紫外线辐射下产生的吸收中心,从而防止了光变暗,使H2有利于紫外密集型应用中熔融石英组分的使用寿命。在残留H2含量不足以延长使用寿命的应用中,可以通过将玻璃坯料储存在含H2的气氛中来提高含量。OH和H2含量高存在缺点。熔融石英中这些元素的局部波动是 材料的折射率通常称为光学均匀性的质量。
光学均匀性是由生产过程引起的玻璃局部变化决定的。杂质浓度、OH和 H 2 含量、缺陷中心数量以及沉积过程中的温度分布都会影响光学均质是的。光学的详细分析 均匀性对于某些应用可能很重要,它是使用Zernike多项式执行的,Zernike多项式是一组正交多项式,用于描述光学组件或系统的光波前函数。在这种分析中,通常会检查峰谷(P-V)均匀性。但对于要求更高的应用,重要的是要了解不同高阶项的贡献,甚至考虑残余波动。生成具有非常低P-V变化的熔融石英坯料通常需要从较大的熔融石英中进行选择。然而,尽管这些空白的P-V值很低,但高阶Zernike项可能仍然存在,使得 后期光学精加工步骤中的校正更加复杂甚至不可能。
活性均质化通常产生更高的P-V变化。但这种变化的主要贡献是权力项。如果没有功率项,折射率的变化具有很高的旋转对称性,可以在光学精加工步骤中进一步减小 产生更高性能的光学元件。
气泡和夹杂物 可能影响熔融石英性能的其他特性包括气泡和夹杂物,它们会散射光线,通常是不希望的。生产过程通常设计为平滑沉积,以产生没有任何气泡的均匀材料。然而,由于各种原因,偶尔会形成气泡,包括沉积过程中的干扰、微小的灰尘颗粒或工艺气体中的绝缘和杂质。一旦气泡形成,只能通过切出材料的完整部分来去除它们。任何热返工(即仅返工批次的一部分)将产生局部的、强烈变异的光学均匀性,与剩余部分区分开来。
因此,通常的做法是指定每个光学坯料的最大允许气泡数量和大小。例如,遵循ISO 10110等国际标准。在该标准中,被气泡和 气泡的相应大小由大小类定义。
从历史上看,熔融石英生产商并未将此定义应用于完整的光学毛坯,而是应用于任何100厘米3的材料。这显然可能会给大于 100 cm3 的光学器件带来问题,例如尺寸为 4.6 × 4.6 × 4.6 cm 的熔融石英立方体。然而,实际上,熔融石英的气泡含量通常比100 cm3参考更可忽略不计 表明。尽管如此,还是值得检查这些规格。
另一个考虑因素是条纹,这是折射率的强烈局部变化。这些变化也是熔融石英生产过程或后续工艺步骤的结果。
如前所述,折射率可能受到杂质或掺杂剂体积的影响,例如OH或H2含量。生成本地更改 在折射率下,这些成分的浓度必须沿着非常短的横向距离强烈变化。由于熔融石英制造商的目标是生产尽可能均匀的产品,因此条纹通常发生在生产更极端的玻璃(例如,无水熔融石英)期间,或者当几何形状在典型生产组合之外制造时。
熔融石英生产过程中的许多变量都可以影响材料的性能。这就解释了为什么有许多不同的等级的熔融石英。 但这种多样性的相关性取决于个别应用。对于大多数光学系统,基本的紫外或红外熔融石英牌号可以很好地工作,但通过选择更具体的牌号可以实现更高的性能。
作者
Bernhard Franz博士是贺利氏Conamic的产品经理。他拥有物理化学博士学位,从事熔融石英研究已有14年。 |
 /1
/1 
联系我们|本论坛只支持PC端注册|手机版|小黑屋|吾爱光设 ( 粤ICP备15067533号 )
GMT+8, 2025-10-20 23:47 , Processed in 0.093750 second(s), 18 queries .
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.