与球面相比,可自由设计的光学表面轮廓能够提供更轻、更简单、更紧凑的光学组件,但对于制造和测量则更具挑战性。
MAX SCHWADE, SATISLOH GMBH 经典的自由曲面实例是眼科应用中常见的多焦眼镜:随着年龄增长,人眼在近和远之间适应的能力会慢慢下降。这会导致眼部不适,尤其是观看近距离物体的时候。多焦透镜的最大的优点实在单透镜中组合了不同的优势。与单视镜头相比,它们组合了远中近三个视觉范围。当然,与简单的旋转对称镜片相比,这些自由曲面的描述非常复杂,计算成本高昂,因为它将设配每个眼镜佩戴者的每只眼睛,以达到最优效果。
平视显示器(抬头显示)只能采用自由曲面显示。 这些显示将图像直接投影到弯曲的前玻璃表面上,这意味着必须预判弯曲投影表面的失真,以便从观看者视角上精确地消除它。
图片由Getty Images / Mike Mareen提供。 自由形式表面不仅在眼科中应用,而且也应用在在精密光学方面。例如,在复杂光路系统中,可以通过在一个透镜中组合多个函数描述的方法来显著减少镜头的数量。通过这种手段,自由曲面的引入可以使原本复杂的光路更加紧凑并大幅度的减轻整体重量。这与精密光学中的镜片特别相关,这类透镜通常由矿物玻璃、陶瓷材料或晶体制成,而不是轻质塑料制成。用自由式表面替换几个经典镜头还可以减少装配中的组件数量。 某些应用如抬头显示器,甚至可以完全使用自由曲面进行生产。抬头显示器的任务是将图像直接投影到弯曲的玻璃表面上。这意味着必须预判到弯曲投影表面的失真,以便在设计时精确取消。与眼科应用中的多焦镜片类似,自由曲面也必须精心计算和设计。 自由曲面的生产 与通常完全自动化的眼科镜片生产相比,精密光学镜片通常是小批量生产,数量一般是20块,很少情况是100块,没有自动化线。这些镜片在精度、光学性能和耐用性方面的要求比眼科镜片高2-3个数量级。因此,精密镜片的生产几乎完全依赖于高质量且部分复杂的玻璃材料。某些又脆又硬的材料对加工过程和使用的工具有很高的要求。对于具有自由曲面的精密光学透镜来说更是如此。每个光学表面随着有效面积的复杂性、要求的提高其制造成本会显著增加。
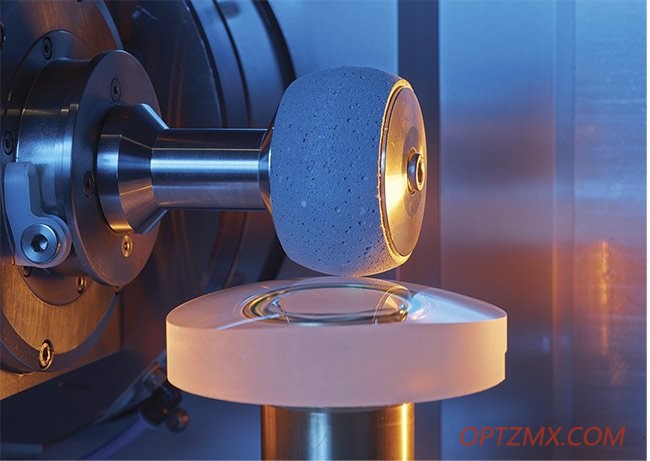
砂轮工具通常作为点接触的抛光工具。它们允许相对较高的去除率。修整可以保持刀具的形状,如果因磨损而变形,可以恢复成球形。由Satisloh提供。 通过研磨,车削和抛光,可以有效,经济地生产塑料镜片。在精密光学中,金刚石车削是一种小范围应用,通常仅对金属和某些晶体材料(例如锗,硒化锌,氟化钙和硅)才可行。这些材料的优点是它们允许在几何形状上定义切削刃,并有可能在很短的时间内非常灵活地产生自由曲面。
另外,它们可以直接获得非常好的表面质量,而无需后续的抛光过程。 在大多数情况下,对于所有其他材料,磨削通常会通过使用粘结的金刚石砂轮来产生基本的几何形状。为了获得较高的几何精度,这些工具的修整至关重要。重要的是,砂轮的磨损意味着形状和接触点不是恒定的,这取决于所使用的运动学特性所确定。 最终,只有通过抛光工艺才能获得良好的表面质量和几何精度。
经典抛光是一个复杂的过程,尚无法以绝对精度建模。 像研磨一样,它涉及去除几何形状不确定的切削刃的材料。 但是与研磨相反,抛光是驻留时间控制或时间依赖的过程。 该材料主要通过抛光介质中的磨料颗粒以机械方式在抛光工具和工件之间去除,从而机械过程与化学过程部分重叠。 材料去除量非常少,并且强烈取决于各种影响因素。除了磨料颗粒的大小和数量外,去除的材料量还取决于工具的接触压力、硬度和孔隙浓度,甚至抛光介质的温度。
化学性质(例如pH值等)也有影响。 精密光学器件的加工需要闭环的迭代制造过程,以实现较高的精度。
因此,对镜片进行测量不仅要检查质量,而且还要矫正目标。 在预磨、精磨和抛光的各个生产步骤之间,对透镜进行测量,以便在后续的工艺步骤中进行必要的校正。工艺步骤可能需要重复,直到镜片符合规格要求。这也意味着镜片必须为每一个测量过程重新校准,无论是在测量机上还是在加工机上。这个过程可能会有问题,因为精密镜片不像眼科镜片,它们的基本形状并不相同。要达到所需的精度,需要计算从被测透镜的局部分辨偏差。根据这种偏差——以及具有特定材料去除模拟模型的算法——然后根据该偏差计算刀具轨迹上的停留时间。 目的是在误差较小的表面部分上尽可能短地停留,以最大程度地减少材料去除,相反,在误差较大的部分上停留更长的时间,以相应地减小偏差。
尽可能均匀地在镜片上进行抛光,以避免过渡。 与球形透镜相比,自由曲面的生产要复杂得多。
自由曲面不是旋转对称的,也不是通过简单的几何曲线描述的。 因此,通常不会通过表面或线接触来创建镜片。 而是通过工具和工件之间的点接触来进行生产(即子孔径方法)。
一定的重叠是必要的,以确保最小的去除。 几何形状越复杂,透镜的最小局部半径越小,则实际点接触必须越小。 以上种种原因导致制造过程明显更加复杂,并且按照所使用的过程运动学加工中需要三到六个同时移动的加工轴。轴的移动并不总是均匀的,此外根据几何形状的不同,波动很大。
所产生的加速度对加工机械和必要的动态提出了更高的性能要求,因为在加速度参数发生变化的地方,表面缺陷的发生频率更高。运动越平稳,刀具与工件之间的重叠越大,就越容易获得更优的表面质量。 加工程序也要复杂得多。 几何图形由点云表示,而不是简单的曲线。
较细的点间距可以更准确地复制自由曲面,但是它也需要更复杂的路径计算和校正过程。
由于砂轮工具的自身缺陷,基于确定性自适应抛光技术的专用抛光工具应运而生。这些工具旨在产生更精细的表面质量和更高的成像精度,可以精确地修复微小的几何偏差。由Satisloh提供。 工件和工具之间较小的重叠会增加过渡的可能性,从而对表面质量和几何形状的精度产生负面影响。 由于采用了点接触,应该以类似于铣削或坐标磨削的光栅模式加工镜片。
光栅打磨模式需要格外小心,以确保加工方向上或各条线不会在工件中反映出来。 最苛刻的自由曲面要求在后续抛光步骤中以更大的重叠度去除剩余的结构。 否则,几何精度会在最小内半径内受到影响。 Measuring freeform surfaces 自由曲面的检测 相应的自由曲面测量更加复杂。对于球面透镜一般采用干涉仪可以快速有效地进行测量,另一种方法是使用表面轮廓仪进行离散点测量。对于旋转对称的表面,根据所需的精度只须测量表面上的一条线。这种相对简便快速的方法也适用于非球面的测量。 相同的测试过程也可以应用于自由曲面的测量,但是它们涉及的内容要复杂性得多。自由曲面测量需要使用适当的程序逐点记录和测量整个镜头,例如扫描等距截面中的几条线,然后将它们合并为3D图形。 根据行距和镜头尺寸,一般会需要很长时间。 在理想情况下,使用磨削功能的3D测量机,可以扫描加工程序的所有点,从而确定每个点的偏差。 该精度足以磨削。 但是干涉仪可以提供更精确的抛光结果。 使用计算机生成的全息图来生成自由曲面表面的波前的所需形状可以帮助加快干涉仪的测量。 但是,全息图的使用仅适用于特定的镜头,由于高昂的购置成本,使其仅适用于批量生产。其他涉及特殊设置,缝合或倾斜波技术的干涉测量方法可以减少此缺点。
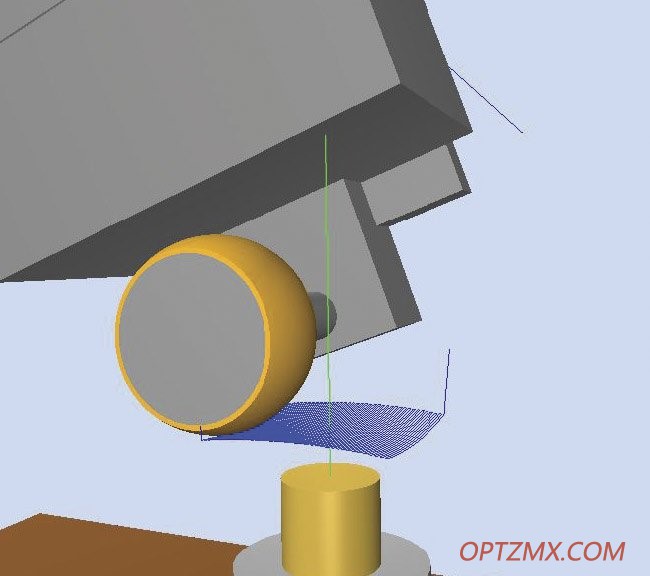
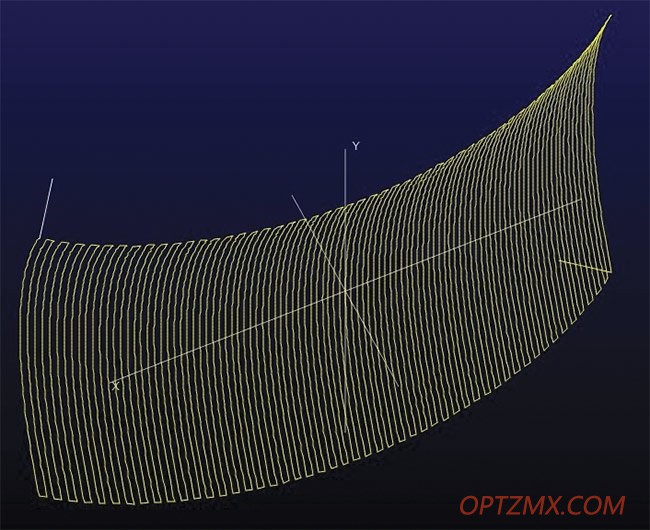
光栅模式刀具路径的机器仿真(顶部)。 光栅模式加工的刀具路径(底部)。 与球形透镜相比,自由曲面的生产要复杂得多,并且需要在工具和工件之间进行点接触。 反过来,这需要一些重叠以确保最少的去除。 工件和工具之间的重叠较小,但是会增加过渡的可能性,对表面质量和几何形状的准确性产生不利影响。 由于采用点接触,必须以光栅模式加工镜片,这需要格外小心,以确保加工方向或单条线不会反映在工件表面。由 Satisloh提供。 或者,可以在光学系统中确定波的变形在进行表面测量之后,计算每个点与目标几何体的实际偏差包括将原始几何体和目标几何体叠加。
可以根据差异创建一个新的加工程序作为校正程序。 Polishing tools 抛光工具 通常我们使用砂轮工具作为点接触抛光工具,它去除率相对较高,可以在磨损变形后进行形状休整或恢复成球形。
一个潜在的缺点是这些工具可能导致去除率低且分布不均,不过,有关去除情况准确分布的数据为解决此问题提供了一种方法,并且为此目的开发了专用软件。该软件模型能够以足够的精度进行去除,以分别确定刀具和工件的几何形状、缺陷的几何形状以及与系统有关的切削系数。
据此,它计算出一个驻留时间控制的程序,以实现最佳的表面质量和与目标几何形状的最小偏差。 为了确保效率,最好先用砂轮工具尽可能接近标称几何形状打磨表面,然后再用自适应抛光工具进行修正。
毫无疑问,自由曲面的高精度镜片具有巨大的潜在优势。 可以将多个光学功能组合在一个镜头中,以创建更紧凑,更简单,更轻便的系统。
甚至在许多情况下,自由曲面是实现复杂光学应用的唯一解决方案。 同时自由曲面也增加了整个过程链的复杂性。 自由曲面的描述要更加复杂,并且对几何精度的要求也大幅提高。需要更加苛刻的刀具路径及其必要的动力学特性极大地增加了对加工机的需求。工具和镜片之间的点接触,所产生的小重叠区域以及必要的网格,使得最高表面质量要求难以满足。由于自由曲面的形貌更加复杂,因此迭代制造过程所需的测量也变得更加复杂且耗时更多。 为了获得最佳的表面质量和精度,需要一种抛光工具,该工具可以使结构最小化并尽可能准确地校正误差。 自适应抛光工具和支持软件的结合为建模材料去除和计算精确的轨迹曲线以及工具在每个路径点的相应停留时间提供了新的选择。 |
 /1
/1 
联系我们|本论坛只支持PC端注册|手机版|小黑屋|吾爱光设 ( 粤ICP备15067533号 )
GMT+8, 2025-10-20 22:52 , Processed in 0.078125 second(s), 19 queries .
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.